



ਰਸਾਇਣਕ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਦਬਾਅ ਨਾ ਸਿਰਫ਼ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਦੇ ਸੰਤੁਲਨ ਸਬੰਧ ਅਤੇ ਪ੍ਰਤੀਕ੍ਰਿਆ ਦਰ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ, ਸਗੋਂ ਸਿਸਟਮ ਸਮੱਗਰੀ ਸੰਤੁਲਨ ਦੇ ਮਹੱਤਵਪੂਰਨ ਮਾਪਦੰਡਾਂ ਨੂੰ ਵੀ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ। ਉਦਯੋਗਿਕ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਕੁਝ ਨੂੰ ਵਾਯੂਮੰਡਲ ਦੇ ਦਬਾਅ ਨਾਲੋਂ ਬਹੁਤ ਜ਼ਿਆਦਾ ਉੱਚ ਦਬਾਅ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਉੱਚ ਦਬਾਅ ਵਾਲੀ ਪੋਲੀਥੀਲੀਨ। ਪੋਲੀਮਰਾਈਜ਼ੇਸ਼ਨ 150MPA ਦੇ ਉੱਚ ਦਬਾਅ 'ਤੇ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਕੁਝ ਨੂੰ ਵਾਯੂਮੰਡਲ ਦੇ ਦਬਾਅ ਨਾਲੋਂ ਬਹੁਤ ਘੱਟ ਨਕਾਰਾਤਮਕ ਦਬਾਅ 'ਤੇ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਜਿਵੇਂ ਕਿ ਤੇਲ ਰਿਫਾਇਨਰੀਆਂ ਵਿੱਚ ਵੈਕਿਊਮ ਡਿਸਟਿਲੇਸ਼ਨ। PTA ਕੈਮੀਕਲ ਪਲਾਂਟ ਦਾ ਉੱਚ-ਦਬਾਅ ਵਾਲਾ ਭਾਫ਼ ਦਬਾਅ 8.0MPA ਹੈ, ਅਤੇ ਆਕਸੀਜਨ ਫੀਡ ਦਬਾਅ ਲਗਭਗ 9.0MPAG ਹੈ। ਦਬਾਅ ਮਾਪ ਇੰਨਾ ਵਿਆਪਕ ਹੈ ਕਿ ਆਪਰੇਟਰ ਨੂੰ ਵੱਖ-ਵੱਖ ਦਬਾਅ ਮਾਪਣ ਵਾਲੇ ਯੰਤਰਾਂ ਦੀ ਵਰਤੋਂ ਲਈ ਨਿਯਮਾਂ ਦੀ ਸਖਤੀ ਨਾਲ ਪਾਲਣਾ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ, ਰੋਜ਼ਾਨਾ ਰੱਖ-ਰਖਾਅ ਨੂੰ ਮਜ਼ਬੂਤ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਕਿਸੇ ਵੀ ਤਰ੍ਹਾਂ ਦੀ ਲਾਪਰਵਾਹੀ ਜਾਂ ਲਾਪਰਵਾਹੀ। ਉਨ੍ਹਾਂ ਸਾਰਿਆਂ ਨੂੰ ਭਾਰੀ ਨੁਕਸਾਨ ਅਤੇ ਨੁਕਸਾਨ ਹੋ ਸਕਦੇ ਹਨ, ਉੱਚ ਗੁਣਵੱਤਾ, ਉੱਚ ਉਪਜ, ਘੱਟ ਖਪਤ ਅਤੇ ਸੁਰੱਖਿਅਤ ਉਤਪਾਦਨ ਦੇ ਟੀਚਿਆਂ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਵਿੱਚ ਅਸਫਲ ਰਹਿਣਾ।
ਪਹਿਲਾ ਭਾਗ ਦਬਾਅ ਮਾਪਣ ਦੀ ਮੂਲ ਧਾਰਨਾ
- ਤਣਾਅ ਦੀ ਪਰਿਭਾਸ਼ਾ
ਉਦਯੋਗਿਕ ਉਤਪਾਦਨ ਵਿੱਚ, ਆਮ ਤੌਰ 'ਤੇ ਦਬਾਅ ਵਜੋਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ ਉਹ ਬਲ ਜੋ ਇੱਕ ਯੂਨਿਟ ਖੇਤਰ 'ਤੇ ਇੱਕਸਾਰ ਅਤੇ ਲੰਬਕਾਰੀ ਤੌਰ 'ਤੇ ਕੰਮ ਕਰਦਾ ਹੈ, ਅਤੇ ਇਸਦਾ ਆਕਾਰ ਬਲ-ਬੇਅਰਿੰਗ ਖੇਤਰ ਅਤੇ ਲੰਬਕਾਰੀ ਬਲ ਦੇ ਆਕਾਰ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਗਣਿਤਿਕ ਤੌਰ 'ਤੇ ਇਸ ਤਰ੍ਹਾਂ ਦਰਸਾਇਆ ਗਿਆ ਹੈ:
P=F/S ਜਿੱਥੇ P ਦਬਾਅ ਹੈ, F ਲੰਬਕਾਰੀ ਬਲ ਹੈ ਅਤੇ S ਬਲ ਖੇਤਰ ਹੈ
- ਦਬਾਅ ਦੀ ਇਕਾਈ
ਇੰਜੀਨੀਅਰਿੰਗ ਤਕਨਾਲੋਜੀ ਵਿੱਚ, ਮੇਰਾ ਦੇਸ਼ ਅੰਤਰਰਾਸ਼ਟਰੀ ਇਕਾਈਆਂ ਪ੍ਰਣਾਲੀ (SI) ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ। ਦਬਾਅ ਗਣਨਾ ਦੀ ਇਕਾਈ Pa (Pa) ਹੈ, 1Pa 1 ਵਰਗ ਮੀਟਰ (M2) ਦੇ ਖੇਤਰ 'ਤੇ ਲੰਬਕਾਰੀ ਅਤੇ ਇਕਸਾਰ ਕੰਮ ਕਰਨ ਵਾਲੇ 1 ਨਿਊਟਨ (N) ਦੇ ਬਲ ਦੁਆਰਾ ਪੈਦਾ ਕੀਤਾ ਗਿਆ ਦਬਾਅ ਹੈ, ਜਿਸਨੂੰ N/m2 (ਨਿਊਟਨ/ਵਰਗ ਮੀਟਰ) ਵਜੋਂ ਦਰਸਾਇਆ ਗਿਆ ਹੈ, Pa ਤੋਂ ਇਲਾਵਾ, ਦਬਾਅ ਇਕਾਈ ਕਿਲੋਪਾਸਕਲ ਅਤੇ ਮੈਗਾਪਾਸਕਲ ਵੀ ਹੋ ਸਕਦੀ ਹੈ। ਉਹਨਾਂ ਵਿਚਕਾਰ ਪਰਿਵਰਤਨ ਸਬੰਧ ਹੈ: 1MPA=103KPA=106PA
ਕਈ ਸਾਲਾਂ ਦੀ ਆਦਤ ਦੇ ਕਾਰਨ, ਇੰਜੀਨੀਅਰਿੰਗ ਵਿੱਚ ਅਜੇ ਵੀ ਇੰਜੀਨੀਅਰਿੰਗ ਵਾਯੂਮੰਡਲ ਦਬਾਅ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਵਰਤੋਂ ਵਿੱਚ ਆਪਸੀ ਪਰਿਵਰਤਨ ਦੀ ਸਹੂਲਤ ਲਈ, ਕਈ ਆਮ ਤੌਰ 'ਤੇ ਵਰਤੇ ਜਾਂਦੇ ਦਬਾਅ ਮਾਪਣ ਇਕਾਈਆਂ ਵਿਚਕਾਰ ਪਰਿਵਰਤਨ ਸਬੰਧਾਂ ਨੂੰ 2-1 ਵਿੱਚ ਸੂਚੀਬੱਧ ਕੀਤਾ ਗਿਆ ਹੈ।
| ਦਬਾਅ ਇਕਾਈ | ਇੰਜੀਨੀਅਰਿੰਗ ਮਾਹੌਲ ਕਿਲੋਗ੍ਰਾਮ/ਸੈ.ਮੀ.2 | ਐਮਐਮਐਚਜੀ | ਐਮਐਮਐਚ2ਓ | ਏਟੀਐਮ | Pa | ਬਾਰ | 1ਬੀ/ਇਨ2 |
| ਕਿਲੋਗ੍ਰਾਮ/ਸੈ.ਮੀ.2 | 1 | 0.73×103 | 104 | 0.9678 | 0.99×105 | 0.99×105 | 14.22 |
| ਐਮਐਮਐਚਜੀ | 1.36×10-3 | 1 | 13.6 | 1.32×102 | 1.33×102 | 1.33×10-3 | 1.93×10-2 |
| ਐਮਐਮਐਚ2ਓ | 10-4 | 0.74×10-2 | 1 | 0.96×10-4 | 0.98×10 | 0.93×10-4 | 1.42×10-3 |
| ਏਟੀਐਮ | 1.03 | 760 | 1.03×104 | 1 | 1.01×105 | 1.01 | 14.69 |
| Pa | 1.02×10-5 | 0.75×10-2 | 1.02×10-2 | 0.98×10-5 | 1 | 1×10-5 | 1.45×10-4 |
| ਬਾਰ | 1.019 | 0.75 | 1.02×104 | 0.98 | 1×105 | 1 | 14.50 |
| ਆਈਬੀ/ਇਨ2 | 0.70×10-2 | 51.72 | 0.70×103 | 0.68×10-2 | 0.68×104 | 0.68×10-2 | 1 |
- ਤਣਾਅ ਪ੍ਰਗਟ ਕਰਨ ਦੇ ਤਰੀਕੇ
ਦਬਾਅ ਨੂੰ ਦਰਸਾਉਣ ਦੇ ਤਿੰਨ ਤਰੀਕੇ ਹਨ: ਸੰਪੂਰਨ ਦਬਾਅ, ਗੇਜ ਦਬਾਅ, ਨਕਾਰਾਤਮਕ ਦਬਾਅ ਜਾਂ ਵੈਕਿਊਮ।
ਪੂਰਨ ਵੈਕਿਊਮ ਅਧੀਨ ਦਬਾਅ ਨੂੰ ਪੂਰਨ ਜ਼ੀਰੋ ਦਬਾਅ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਪੂਰਨ ਜ਼ੀਰੋ ਦਬਾਅ ਦੇ ਆਧਾਰ 'ਤੇ ਪ੍ਰਗਟ ਕੀਤੇ ਗਏ ਦਬਾਅ ਨੂੰ ਪੂਰਨ ਦਬਾਅ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।
ਗੇਜ ਪ੍ਰੈਸ਼ਰ ਵਾਯੂਮੰਡਲ ਦੇ ਦਬਾਅ ਦੇ ਆਧਾਰ 'ਤੇ ਦਰਸਾਇਆ ਗਿਆ ਦਬਾਅ ਹੈ, ਇਸ ਲਈ ਇਹ ਪੂਰਨ ਦਬਾਅ ਤੋਂ ਬਿਲਕੁਲ ਇੱਕ ਵਾਯੂਮੰਡਲ (0.01Mp) ਦੂਰ ਹੈ।
ਯਾਨੀ: P ਟੇਬਲ = P ਬਿਲਕੁਲ-P ਵੱਡਾ (2-2)
ਨਕਾਰਾਤਮਕ ਦਬਾਅ ਨੂੰ ਅਕਸਰ ਵੈਕਿਊਮ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।
ਇਹ ਫਾਰਮੂਲਾ (2-2) ਤੋਂ ਦੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿ ਜਦੋਂ ਪੂਰਨ ਦਬਾਅ ਵਾਯੂਮੰਡਲ ਦੇ ਦਬਾਅ ਤੋਂ ਘੱਟ ਹੁੰਦਾ ਹੈ ਤਾਂ ਨਕਾਰਾਤਮਕ ਦਬਾਅ ਗੇਜ ਦਬਾਅ ਹੁੰਦਾ ਹੈ।
ਸੰਪੂਰਨ ਦਬਾਅ, ਗੇਜ ਦਬਾਅ, ਨਕਾਰਾਤਮਕ ਦਬਾਅ ਜਾਂ ਵੈਕਿਊਮ ਵਿਚਕਾਰ ਸਬੰਧ ਹੇਠਾਂ ਦਿੱਤੀ ਤਸਵੀਰ ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ:
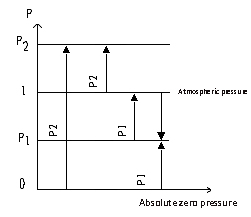
ਉਦਯੋਗ ਵਿੱਚ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਜ਼ਿਆਦਾਤਰ ਦਬਾਅ ਸੰਕੇਤ ਮੁੱਲ ਗੇਜ ਪ੍ਰੈਸ਼ਰ ਹੁੰਦੇ ਹਨ, ਯਾਨੀ ਕਿ, ਦਬਾਅ ਗੇਜ ਦਾ ਸੰਕੇਤ ਮੁੱਲ ਸੰਪੂਰਨ ਦਬਾਅ ਅਤੇ ਵਾਯੂਮੰਡਲ ਦੇ ਦਬਾਅ ਵਿੱਚ ਅੰਤਰ ਹੁੰਦਾ ਹੈ, ਇਸ ਲਈ ਸੰਪੂਰਨ ਦਬਾਅ ਗੇਜ ਦਬਾਅ ਅਤੇ ਵਾਯੂਮੰਡਲ ਦੇ ਦਬਾਅ ਦਾ ਜੋੜ ਹੁੰਦਾ ਹੈ।
ਭਾਗ 2 ਦਬਾਅ ਮਾਪਣ ਵਾਲੇ ਯੰਤਰਾਂ ਦਾ ਵਰਗੀਕਰਨ
ਰਸਾਇਣਕ ਉਤਪਾਦਨ ਵਿੱਚ ਮਾਪਣ ਲਈ ਦਬਾਅ ਦੀ ਰੇਂਜ ਬਹੁਤ ਵਿਸ਼ਾਲ ਹੈ, ਅਤੇ ਹਰੇਕ ਦੀ ਵੱਖ-ਵੱਖ ਪ੍ਰਕਿਰਿਆ ਸਥਿਤੀਆਂ ਵਿੱਚ ਆਪਣੀ ਵਿਸ਼ੇਸ਼ਤਾ ਹੁੰਦੀ ਹੈ। ਇਸ ਲਈ ਵੱਖ-ਵੱਖ ਉਤਪਾਦਨ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਵੱਖ-ਵੱਖ ਬਣਤਰਾਂ ਅਤੇ ਵੱਖ-ਵੱਖ ਕਾਰਜਸ਼ੀਲ ਸਿਧਾਂਤਾਂ ਵਾਲੇ ਦਬਾਅ ਮਾਪਣ ਵਾਲੇ ਯੰਤਰਾਂ ਦੀ ਵਰਤੋਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਵੱਖ-ਵੱਖ ਜ਼ਰੂਰਤਾਂ।
ਵੱਖ-ਵੱਖ ਪਰਿਵਰਤਨ ਸਿਧਾਂਤਾਂ ਦੇ ਅਨੁਸਾਰ, ਦਬਾਅ ਮਾਪਣ ਵਾਲੇ ਯੰਤਰਾਂ ਨੂੰ ਮੋਟੇ ਤੌਰ 'ਤੇ ਚਾਰ ਸ਼੍ਰੇਣੀਆਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ: ਤਰਲ ਕਾਲਮ ਪ੍ਰੈਸ਼ਰ ਗੇਜ; ਲਚਕੀਲੇ ਪ੍ਰੈਸ਼ਰ ਗੇਜ; ਇਲੈਕਟ੍ਰਿਕ ਪ੍ਰੈਸ਼ਰ ਗੇਜ; ਪਿਸਟਨ ਪ੍ਰੈਸ਼ਰ ਗੇਜ।
- ਤਰਲ ਕਾਲਮ ਦਬਾਅ ਗੇਜ

ਤਰਲ ਕਾਲਮ ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਦਾ ਕੰਮ ਕਰਨ ਦਾ ਸਿਧਾਂਤ ਹਾਈਡ੍ਰੋਸਟੈਟਿਕਸ ਦੇ ਸਿਧਾਂਤ 'ਤੇ ਅਧਾਰਤ ਹੈ। ਇਸ ਸਿਧਾਂਤ ਦੇ ਅਨੁਸਾਰ ਬਣੇ ਦਬਾਅ ਮਾਪਣ ਵਾਲੇ ਯੰਤਰ ਦੀ ਇੱਕ ਸਧਾਰਨ ਬਣਤਰ ਹੈ, ਵਰਤੋਂ ਵਿੱਚ ਸੁਵਿਧਾਜਨਕ ਹੈ, ਮਾਪ ਦੀ ਸ਼ੁੱਧਤਾ ਮੁਕਾਬਲਤਨ ਉੱਚ ਹੈ, ਸਸਤਾ ਹੈ, ਅਤੇ ਛੋਟੇ ਦਬਾਅ ਨੂੰ ਮਾਪ ਸਕਦਾ ਹੈ, ਇਸ ਲਈ ਇਸਨੂੰ ਉਤਪਾਦਨ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਤਰਲ ਕਾਲਮ ਪ੍ਰੈਸ਼ਰ ਗੇਜਾਂ ਨੂੰ ਉਹਨਾਂ ਦੀਆਂ ਵੱਖ-ਵੱਖ ਬਣਤਰਾਂ ਦੇ ਅਨੁਸਾਰ ਯੂ-ਟਿਊਬ ਪ੍ਰੈਸ਼ਰ ਗੇਜਾਂ, ਸਿੰਗਲ-ਟਿਊਬ ਪ੍ਰੈਸ਼ਰ ਗੇਜਾਂ, ਅਤੇ ਝੁਕੇ ਹੋਏ ਟਿਊਬ ਪ੍ਰੈਸ਼ਰ ਗੇਜਾਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ।
- ਲਚਕੀਲਾ ਦਬਾਅ ਗੇਜ
ਲਚਕੀਲੇ ਦਬਾਅ ਗੇਜ ਨੂੰ ਰਸਾਇਣਕ ਉਤਪਾਦਨ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ ਕਿਉਂਕਿ ਇਸਦੇ ਹੇਠ ਲਿਖੇ ਫਾਇਦੇ ਹਨ, ਜਿਵੇਂ ਕਿ ਸਧਾਰਨ ਬਣਤਰ। ਇਹ ਮਜ਼ਬੂਤ ਅਤੇ ਭਰੋਸੇਮੰਦ ਹੈ। ਇਸਦੀ ਮਾਪ ਸੀਮਾ ਵਿਸ਼ਾਲ ਹੈ, ਵਰਤੋਂ ਵਿੱਚ ਆਸਾਨ ਹੈ, ਪੜ੍ਹਨ ਵਿੱਚ ਆਸਾਨ ਹੈ, ਕੀਮਤ ਘੱਟ ਹੈ, ਅਤੇ ਕਾਫ਼ੀ ਸ਼ੁੱਧਤਾ ਹੈ, ਅਤੇ ਇਸਨੂੰ ਭੇਜਣਾ ਅਤੇ ਰਿਮੋਟ ਨਿਰਦੇਸ਼, ਆਟੋਮੈਟਿਕ ਰਿਕਾਰਡਿੰਗ, ਆਦਿ ਕਰਨਾ ਆਸਾਨ ਹੈ।
ਲਚਕੀਲੇ ਦਬਾਅ ਗੇਜ ਨੂੰ ਮਾਪਣ ਵਾਲੇ ਦਬਾਅ ਹੇਠ ਲਚਕੀਲੇ ਵਿਕਾਰ ਪੈਦਾ ਕਰਨ ਲਈ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਦੇ ਵੱਖ-ਵੱਖ ਲਚਕੀਲੇ ਤੱਤਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ। ਲਚਕੀਲੇ ਸੀਮਾ ਦੇ ਅੰਦਰ, ਲਚਕੀਲੇ ਤੱਤ ਦਾ ਆਉਟਪੁੱਟ ਵਿਸਥਾਪਨ ਮਾਪਣ ਵਾਲੇ ਦਬਾਅ ਨਾਲ ਇੱਕ ਰੇਖਿਕ ਸਬੰਧ ਵਿੱਚ ਹੁੰਦਾ ਹੈ। , ਇਸ ਲਈ ਇਸਦਾ ਪੈਮਾਨਾ ਇਕਸਾਰ ਹੈ, ਲਚਕੀਲੇ ਹਿੱਸੇ ਵੱਖਰੇ ਹਨ, ਦਬਾਅ ਮਾਪਣ ਦੀ ਰੇਂਜ ਵੀ ਵੱਖਰੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਕੋਰੇਗੇਟਿਡ ਡਾਇਆਫ੍ਰਾਮ ਅਤੇ ਧੌਣ ਦੇ ਹਿੱਸੇ, ਆਮ ਤੌਰ 'ਤੇ ਘੱਟ ਦਬਾਅ ਅਤੇ ਘੱਟ ਦਬਾਅ ਮਾਪਣ ਦੇ ਮੌਕਿਆਂ ਵਿੱਚ ਵਰਤੇ ਜਾਂਦੇ ਹਨ, ਸਿੰਗਲ ਕੋਇਲ ਸਪਰਿੰਗ ਟਿਊਬ (ਸੰਖੇਪ ਵਿੱਚ ਸਪਰਿੰਗ ਟਿਊਬ) ਅਤੇ ਮਲਟੀਪਲ ਕੋਇਲ ਸਪਰਿੰਗ ਟਿਊਬ ਉੱਚ, ਦਰਮਿਆਨੇ ਦਬਾਅ ਜਾਂ ਵੈਕਿਊਮ ਮਾਪ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। ਉਹਨਾਂ ਵਿੱਚੋਂ, ਸਿੰਗਲ-ਕੋਇਲ ਸਪਰਿੰਗ ਟਿਊਬ ਵਿੱਚ ਦਬਾਅ ਮਾਪਣ ਦੀ ਇੱਕ ਮੁਕਾਬਲਤਨ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਹੈ, ਇਸ ਲਈ ਇਹ ਰਸਾਇਣਕ ਉਤਪਾਦਨ ਵਿੱਚ ਸਭ ਤੋਂ ਵੱਧ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
- ਪ੍ਰੈਸ਼ਰ ਟ੍ਰਾਂਸਮੀਟਰ

ਵਰਤਮਾਨ ਵਿੱਚ, ਰਸਾਇਣਕ ਪਲਾਂਟਾਂ ਵਿੱਚ ਇਲੈਕਟ੍ਰਿਕ ਅਤੇ ਨਿਊਮੈਟਿਕ ਪ੍ਰੈਸ਼ਰ ਟ੍ਰਾਂਸਮੀਟਰ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਇਹ ਇੱਕ ਅਜਿਹਾ ਯੰਤਰ ਹੈ ਜੋ ਮਾਪੇ ਗਏ ਦਬਾਅ ਨੂੰ ਲਗਾਤਾਰ ਮਾਪਦਾ ਹੈ ਅਤੇ ਇਸਨੂੰ ਮਿਆਰੀ ਸਿਗਨਲਾਂ (ਹਵਾ ਦਾ ਦਬਾਅ ਅਤੇ ਕਰੰਟ) ਵਿੱਚ ਬਦਲਦਾ ਹੈ। ਇਹਨਾਂ ਨੂੰ ਲੰਬੀ ਦੂਰੀ 'ਤੇ ਪ੍ਰਸਾਰਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਦਬਾਅ ਨੂੰ ਕੇਂਦਰੀ ਕੰਟਰੋਲ ਰੂਮ ਵਿੱਚ ਦਰਸਾਇਆ, ਰਿਕਾਰਡ ਕੀਤਾ ਜਾਂ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਇਹਨਾਂ ਨੂੰ ਵੱਖ-ਵੱਖ ਮਾਪਣ ਰੇਂਜਾਂ ਦੇ ਅਨੁਸਾਰ ਘੱਟ ਦਬਾਅ, ਦਰਮਿਆਨੇ ਦਬਾਅ, ਉੱਚ ਦਬਾਅ ਅਤੇ ਸੰਪੂਰਨ ਦਬਾਅ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਭਾਗ 3 ਰਸਾਇਣਕ ਪਲਾਂਟਾਂ ਵਿੱਚ ਦਬਾਅ ਯੰਤਰਾਂ ਦੀ ਜਾਣ-ਪਛਾਣ
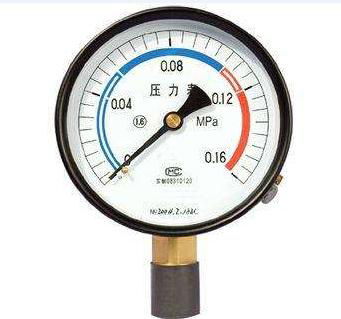
ਰਸਾਇਣਕ ਪਲਾਂਟਾਂ ਵਿੱਚ, ਬੋਰਡਨ ਟਿਊਬ ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਆਮ ਤੌਰ 'ਤੇ ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਹਾਲਾਂਕਿ, ਡਾਇਆਫ੍ਰਾਮ, ਕੋਰੇਗੇਟਿਡ ਡਾਇਆਫ੍ਰਾਮ ਅਤੇ ਸਪਾਈਰਲ ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਵੀ ਕੰਮ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਅਤੇ ਸਮੱਗਰੀ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਵਰਤੇ ਜਾਂਦੇ ਹਨ।
ਸਾਈਟ 'ਤੇ ਦਬਾਅ ਗੇਜ ਦਾ ਨਾਮਾਤਰ ਵਿਆਸ 100mm ਹੈ, ਅਤੇ ਸਮੱਗਰੀ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੀ ਹੈ। ਇਹ ਹਰ ਮੌਸਮ ਦੀਆਂ ਸਥਿਤੀਆਂ ਲਈ ਢੁਕਵਾਂ ਹੈ। 1/2HNPT ਸਕਾਰਾਤਮਕ ਕੋਨ ਜੋੜ, ਸੁਰੱਖਿਆ ਗਲਾਸ ਅਤੇ ਵੈਂਟ ਝਿੱਲੀ, ਸਾਈਟ 'ਤੇ ਸੰਕੇਤ ਅਤੇ ਨਿਯੰਤਰਣ ਵਾਲਾ ਦਬਾਅ ਗੇਜ ਨਿਊਮੈਟਿਕ ਹੈ। ਇਸਦੀ ਸ਼ੁੱਧਤਾ ਪੂਰੇ ਪੈਮਾਨੇ ਦਾ ±0.5% ਹੈ।
ਇਲੈਕਟ੍ਰਿਕ ਪ੍ਰੈਸ਼ਰ ਟ੍ਰਾਂਸਮੀਟਰ ਰਿਮੋਟ ਸਿਗਨਲ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਇਹ ਉੱਚ ਸ਼ੁੱਧਤਾ, ਵਧੀਆ ਪ੍ਰਦਰਸ਼ਨ ਅਤੇ ਉੱਚ ਭਰੋਸੇਯੋਗਤਾ ਦੁਆਰਾ ਦਰਸਾਇਆ ਗਿਆ ਹੈ। ਇਸਦੀ ਸ਼ੁੱਧਤਾ ਪੂਰੇ ਪੈਮਾਨੇ ਦਾ ±0.25% ਹੈ।
ਅਲਾਰਮ ਜਾਂ ਇੰਟਰਲਾਕ ਸਿਸਟਮ ਇੱਕ ਪ੍ਰੈਸ਼ਰ ਸਵਿੱਚ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ।
ਭਾਗ 4 ਪ੍ਰੈਸ਼ਰ ਗੇਜਾਂ ਦੀ ਸਥਾਪਨਾ, ਵਰਤੋਂ ਅਤੇ ਰੱਖ-ਰਖਾਅ
ਦਬਾਅ ਮਾਪਣ ਦੀ ਸ਼ੁੱਧਤਾ ਨਾ ਸਿਰਫ਼ ਦਬਾਅ ਗੇਜ ਦੀ ਸ਼ੁੱਧਤਾ ਨਾਲ ਸਬੰਧਤ ਹੈ, ਸਗੋਂ ਇਹ ਵੀ ਹੈ ਕਿ ਕੀ ਇਹ ਵਾਜਬ ਢੰਗ ਨਾਲ ਸਥਾਪਿਤ ਕੀਤਾ ਗਿਆ ਹੈ, ਕੀ ਇਹ ਸਹੀ ਹੈ ਜਾਂ ਨਹੀਂ, ਅਤੇ ਇਸਦੀ ਵਰਤੋਂ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਕਿਵੇਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
- ਦਬਾਅ ਗੇਜ ਦੀ ਸਥਾਪਨਾ
ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਨੂੰ ਸਥਾਪਿਤ ਕਰਦੇ ਸਮੇਂ, ਇਸ ਗੱਲ ਵੱਲ ਧਿਆਨ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਕੀ ਚੁਣਿਆ ਗਿਆ ਪ੍ਰੈਸ਼ਰ ਤਰੀਕਾ ਅਤੇ ਸਥਾਨ ਢੁਕਵਾਂ ਹੈ, ਜਿਸਦਾ ਸਿੱਧਾ ਪ੍ਰਭਾਵ ਇਸਦੀ ਸੇਵਾ ਜੀਵਨ, ਮਾਪ ਸ਼ੁੱਧਤਾ ਅਤੇ ਨਿਯੰਤਰਣ ਗੁਣਵੱਤਾ 'ਤੇ ਪੈਂਦਾ ਹੈ।
ਦਬਾਅ ਮਾਪਣ ਬਿੰਦੂਆਂ ਲਈ ਲੋੜਾਂ, ਉਤਪਾਦਨ ਉਪਕਰਣਾਂ 'ਤੇ ਖਾਸ ਦਬਾਅ ਮਾਪਣ ਸਥਾਨ ਦੀ ਸਹੀ ਚੋਣ ਕਰਨ ਤੋਂ ਇਲਾਵਾ, ਇੰਸਟਾਲੇਸ਼ਨ ਦੌਰਾਨ, ਉਤਪਾਦਨ ਉਪਕਰਣਾਂ ਵਿੱਚ ਪਾਈ ਗਈ ਦਬਾਅ ਪਾਈਪ ਦੀ ਅੰਦਰੂਨੀ ਸਿਰੇ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਉਤਪਾਦਨ ਉਪਕਰਣਾਂ ਦੇ ਕਨੈਕਸ਼ਨ ਬਿੰਦੂ ਦੀ ਅੰਦਰੂਨੀ ਕੰਧ ਦੇ ਨਾਲ ਫਲੱਸ਼ ਰੱਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਿ ਸਥਿਰ ਦਬਾਅ ਸਹੀ ਢੰਗ ਨਾਲ ਪ੍ਰਾਪਤ ਕੀਤਾ ਗਿਆ ਹੈ, ਕੋਈ ਪ੍ਰੋਟ੍ਰੂਸ਼ਨ ਜਾਂ ਬਰਰ ਨਹੀਂ ਹੋਣੇ ਚਾਹੀਦੇ।
ਇੰਸਟਾਲੇਸ਼ਨ ਸਥਾਨ ਦੇਖਣਾ ਆਸਾਨ ਹੈ, ਅਤੇ ਵਾਈਬ੍ਰੇਸ਼ਨ ਅਤੇ ਉੱਚ ਤਾਪਮਾਨ ਦੇ ਪ੍ਰਭਾਵ ਤੋਂ ਬਚਣ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰੋ।
ਭਾਫ਼ ਦੇ ਦਬਾਅ ਨੂੰ ਮਾਪਦੇ ਸਮੇਂ, ਉੱਚ-ਤਾਪਮਾਨ ਵਾਲੀ ਭਾਫ਼ ਅਤੇ ਹਿੱਸਿਆਂ ਵਿਚਕਾਰ ਸਿੱਧੇ ਸੰਪਰਕ ਨੂੰ ਰੋਕਣ ਲਈ ਇੱਕ ਸੰਘਣਾ ਪਾਈਪ ਲਗਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਪਾਈਪ ਨੂੰ ਉਸੇ ਸਮੇਂ ਇੰਸੂਲੇਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਖੋਰ ਵਾਲੇ ਮੀਡੀਆ ਲਈ, ਨਿਰਪੱਖ ਮੀਡੀਆ ਨਾਲ ਭਰੇ ਆਈਸੋਲੇਸ਼ਨ ਟੈਂਕ ਲਗਾਏ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ। ਸੰਖੇਪ ਵਿੱਚ, ਮਾਪੇ ਗਏ ਮਾਧਿਅਮ (ਉੱਚ ਤਾਪਮਾਨ, ਘੱਟ ਤਾਪਮਾਨ, ਖੋਰ, ਗੰਦਗੀ, ਕ੍ਰਿਸਟਲਾਈਜ਼ੇਸ਼ਨ, ਵਰਖਾ, ਲੇਸ, ਆਦਿ) ਦੇ ਵੱਖ-ਵੱਖ ਗੁਣਾਂ ਦੇ ਅਨੁਸਾਰ, ਅਨੁਸਾਰੀ ਖੋਰ-ਰੋਧਕ, ਫ੍ਰੀਜ਼ਿੰਗ-ਰੋਧਕ, ਐਂਟੀ-ਬਲਾਕਿੰਗ ਉਪਾਅ ਕਰੋ। ਦਬਾਅ-ਲੈਣ ਵਾਲੇ ਪੋਰਟ ਅਤੇ ਦਬਾਅ ਗੇਜ ਦੇ ਵਿਚਕਾਰ ਇੱਕ ਬੰਦ-ਬੰਦ ਵਾਲਵ ਵੀ ਲਗਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਤਾਂ ਜੋ ਜਦੋਂ ਦਬਾਅ ਗੇਜ ਨੂੰ ਓਵਰਹਾਲ ਕੀਤਾ ਜਾਵੇ, ਤਾਂ ਬੰਦ-ਬੰਦ ਵਾਲਵ ਦਬਾਅ-ਲੈਣ ਵਾਲੇ ਪੋਰਟ ਦੇ ਨੇੜੇ ਸਥਾਪਿਤ ਕੀਤਾ ਜਾਵੇ।
ਮੌਕੇ 'ਤੇ ਤਸਦੀਕ ਕਰਨ ਅਤੇ ਇੰਪਲਸ ਟਿਊਬ ਦੀ ਵਾਰ-ਵਾਰ ਫਲੱਸ਼ਿੰਗ ਦੇ ਮਾਮਲੇ ਵਿੱਚ, ਬੰਦ-ਬੰਦ ਵਾਲਵ ਇੱਕ ਤਿੰਨ-ਪਾਸੜ ਸਵਿੱਚ ਹੋ ਸਕਦਾ ਹੈ।
ਦਬਾਅ ਸੰਕੇਤ ਦੀ ਸੁਸਤੀ ਨੂੰ ਘਟਾਉਣ ਲਈ ਦਬਾਅ ਮਾਰਗਦਰਸ਼ਕ ਕੈਥੀਟਰ ਬਹੁਤ ਲੰਬਾ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ।
- ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਦੀ ਵਰਤੋਂ ਅਤੇ ਰੱਖ-ਰਖਾਅ
ਰਸਾਇਣਕ ਉਤਪਾਦਨ ਵਿੱਚ, ਦਬਾਅ ਗੇਜ ਅਕਸਰ ਮਾਪੇ ਗਏ ਮਾਧਿਅਮ ਜਿਵੇਂ ਕਿ ਖੋਰ, ਠੋਸੀਕਰਨ, ਕ੍ਰਿਸਟਲਾਈਜ਼ੇਸ਼ਨ, ਲੇਸ, ਧੂੜ, ਉੱਚ ਦਬਾਅ, ਉੱਚ ਤਾਪਮਾਨ ਅਤੇ ਤਿੱਖੇ ਉਤਰਾਅ-ਚੜ੍ਹਾਅ ਦੁਆਰਾ ਪ੍ਰਭਾਵਿਤ ਹੁੰਦੇ ਹਨ, ਜੋ ਅਕਸਰ ਗੇਜ ਦੀਆਂ ਕਈ ਤਰ੍ਹਾਂ ਦੀਆਂ ਅਸਫਲਤਾਵਾਂ ਦਾ ਕਾਰਨ ਬਣਦੇ ਹਨ। ਯੰਤਰ ਦੇ ਆਮ ਸੰਚਾਲਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ, ਅਸਫਲਤਾਵਾਂ ਦੀ ਘਟਨਾ ਨੂੰ ਘਟਾਉਣ ਅਤੇ ਸੇਵਾ ਜੀਵਨ ਨੂੰ ਵਧਾਉਣ ਲਈ, ਉਤਪਾਦਨ ਸ਼ੁਰੂ ਹੋਣ ਤੋਂ ਪਹਿਲਾਂ ਰੱਖ-ਰਖਾਅ ਨਿਰੀਖਣ ਅਤੇ ਨਿਯਮਤ ਰੱਖ-ਰਖਾਅ ਦਾ ਵਧੀਆ ਕੰਮ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ।
1. ਉਤਪਾਦਨ ਸ਼ੁਰੂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਰੱਖ-ਰਖਾਅ ਅਤੇ ਨਿਰੀਖਣ:
ਉਤਪਾਦਨ ਸ਼ੁਰੂ ਹੋਣ ਤੋਂ ਪਹਿਲਾਂ, ਪ੍ਰੈਸ਼ਰ ਟੈਸਟ ਦਾ ਕੰਮ ਆਮ ਤੌਰ 'ਤੇ ਪ੍ਰਕਿਰਿਆ ਉਪਕਰਣਾਂ, ਪਾਈਪਲਾਈਨਾਂ ਆਦਿ 'ਤੇ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਟੈਸਟ ਪ੍ਰੈਸ਼ਰ ਆਮ ਤੌਰ 'ਤੇ ਓਪਰੇਟਿੰਗ ਪ੍ਰੈਸ਼ਰ ਤੋਂ ਲਗਭਗ 1.5 ਗੁਣਾ ਹੁੰਦਾ ਹੈ। ਪ੍ਰੋਸੈਸ ਪ੍ਰੈਸ਼ਰ ਟੈਸਟ ਦੌਰਾਨ ਯੰਤਰ ਨਾਲ ਜੁੜਿਆ ਵਾਲਵ ਬੰਦ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਪ੍ਰੈਸ਼ਰ ਲੈਣ ਵਾਲੇ ਯੰਤਰ 'ਤੇ ਵਾਲਵ ਖੋਲ੍ਹੋ ਅਤੇ ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਜੋੜਾਂ ਅਤੇ ਵੈਲਡਿੰਗ ਵਿੱਚ ਕੋਈ ਲੀਕੇਜ ਹੈ। ਜੇਕਰ ਕੋਈ ਲੀਕੇਜ ਪਾਇਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਇਸਨੂੰ ਸਮੇਂ ਸਿਰ ਖਤਮ ਕਰ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ।
ਦਬਾਅ ਟੈਸਟ ਪੂਰਾ ਹੋਣ ਤੋਂ ਬਾਅਦ। ਉਤਪਾਦਨ ਸ਼ੁਰੂ ਕਰਨ ਦੀ ਤਿਆਰੀ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਸਥਾਪਿਤ ਦਬਾਅ ਗੇਜ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਮਾਡਲ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਲੋੜੀਂਦੇ ਮਾਪੇ ਗਏ ਮਾਧਿਅਮ ਦੇ ਦਬਾਅ ਦੇ ਅਨੁਕੂਲ ਹਨ; ਕੀ ਕੈਲੀਬਰੇਟਿਡ ਗੇਜ ਕੋਲ ਸਰਟੀਫਿਕੇਟ ਹੈ, ਅਤੇ ਜੇਕਰ ਕੋਈ ਗਲਤੀਆਂ ਹਨ, ਤਾਂ ਉਹਨਾਂ ਨੂੰ ਸਮੇਂ ਸਿਰ ਠੀਕ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਤਰਲ ਦਬਾਅ ਗੇਜ ਨੂੰ ਕੰਮ ਕਰਨ ਵਾਲੇ ਤਰਲ ਨਾਲ ਭਰਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਜ਼ੀਰੋ ਪੁਆਇੰਟ ਨੂੰ ਠੀਕ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਆਈਸੋਲੇਟਿੰਗ ਡਿਵਾਈਸ ਨਾਲ ਲੈਸ ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਨੂੰ ਆਈਸੋਲੇਟਿੰਗ ਤਰਲ ਜੋੜਨ ਦੀ ਲੋੜ ਹੈ।
2. ਗੱਡੀ ਚਲਾਉਂਦੇ ਸਮੇਂ ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਦੀ ਦੇਖਭਾਲ ਅਤੇ ਨਿਰੀਖਣ:
ਉਤਪਾਦਨ ਸ਼ੁਰੂ ਹੋਣ ਦੇ ਦੌਰਾਨ, ਧੜਕਣ ਵਾਲੇ ਮਾਧਿਅਮ ਦੇ ਦਬਾਅ ਮਾਪ, ਤੁਰੰਤ ਪ੍ਰਭਾਵ ਅਤੇ ਜ਼ਿਆਦਾ ਦਬਾਅ ਕਾਰਨ ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਨੂੰ ਨੁਕਸਾਨ ਤੋਂ ਬਚਣ ਲਈ, ਵਾਲਵ ਨੂੰ ਹੌਲੀ-ਹੌਲੀ ਖੋਲ੍ਹਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਓਪਰੇਟਿੰਗ ਹਾਲਤਾਂ ਨੂੰ ਦੇਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਭਾਫ਼ ਜਾਂ ਗਰਮ ਪਾਣੀ ਨੂੰ ਮਾਪਣ ਵਾਲੇ ਪ੍ਰੈਸ਼ਰ ਗੇਜਾਂ ਲਈ, ਪ੍ਰੈਸ਼ਰ ਗੇਜ 'ਤੇ ਵਾਲਵ ਖੋਲ੍ਹਣ ਤੋਂ ਪਹਿਲਾਂ ਕੰਡੈਂਸਰ ਨੂੰ ਠੰਡੇ ਪਾਣੀ ਨਾਲ ਭਰਨਾ ਚਾਹੀਦਾ ਹੈ। ਜਦੋਂ ਯੰਤਰ ਜਾਂ ਪਾਈਪਲਾਈਨ ਵਿੱਚ ਲੀਕ ਪਾਇਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਪ੍ਰੈਸ਼ਰ ਲੈਣ ਵਾਲੇ ਯੰਤਰ 'ਤੇ ਵਾਲਵ ਨੂੰ ਸਮੇਂ ਸਿਰ ਕੱਟ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਇਸ ਨਾਲ ਨਜਿੱਠਣਾ ਚਾਹੀਦਾ ਹੈ।
3. ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਦੀ ਰੋਜ਼ਾਨਾ ਦੇਖਭਾਲ:
ਮੀਟਰ ਨੂੰ ਸਾਫ਼ ਰੱਖਣ ਅਤੇ ਮੀਟਰ ਦੀ ਇਕਸਾਰਤਾ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ ਕੰਮ ਕਰ ਰਹੇ ਯੰਤਰ ਦੀ ਹਰ ਰੋਜ਼ ਨਿਯਮਿਤ ਤੌਰ 'ਤੇ ਜਾਂਚ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ। ਜੇਕਰ ਸਮੱਸਿਆ ਮਿਲਦੀ ਹੈ, ਤਾਂ ਇਸਨੂੰ ਸਮੇਂ ਸਿਰ ਖਤਮ ਕਰੋ।
ਪੋਸਟ ਸਮਾਂ: ਦਸੰਬਰ-15-2021